Towards automated batch production using WAAM
A case study for the port of Rotterdam
In the past decades, the modern technologies driven by computerized manufacturing led to the Fourth Industrial Revolution (Industry 4.0), which demands a high level of automation to achieve digital manufacturing through integrated smart machines that can diagnose, analyse and solve problems without human intervention. This also drives industries to develop new technologies to realize the transition from traditional manufacturing and industrial practices to a digitalized, sustainable, economic and environmentally friendly manufacturing.
Additive manufacturing (AM) as one of these technologies, has moved from a novel manufacturing process into mainstream research and is being adopted for conventional industrial applications across multiple sectors.
In the recent years, significant effort is being put in developing a particular large-scale metal AM technology, Wire+Arc Additive Manufacturing (WAAM). WAAM research is especially advanced in the Netherlands, as companies such as RAMLAB BV in Rotterdam and MX3D in Amsterdam work together with the Dutch technical universities (TU Delft, TU Eindhoven, UTwente) to tackle the multi-faceted challenges in the process, materials and design of WAAM parts.
WAAM is an AM technique that uses an electric arc as the heat source to melt welding wire for 3D printing large metal parts. It is based on robotic Gas
Metal Arc Welding, which is widely adopted by industry. As one of the Direct Energy Deposition technologies, it is the promising technology to sustainably
produce large components in a short time due to its low setup cost and relatively high deposition rate (up to 5kg/hr). Several products have been produced as demonstrators and oneoffs for civil engineering, maritime, energy and automotive applications successfully. However, to date, WAAM part production involves a great deal of human intervention for achieving the required part quality to compete with traditional manufacturing, and due to the high heat input required for the process, Additionally, due to the high heat input required in this process, long waiting times are necessary until the component reaches a temperature that is suitable for a subsequent layer deposition.
These observations were the motivation to develop a process monitoring and control system that can guarantee uninterrupted and unsupervised WAAM production for single components, but also parallel production of component batches to eliminate the idle time between layers.

Figure 1: Example of the digital manufacturing workflow – bolder case.
In this article we present our approach for automated WAAM batch production with the help of our in-house developed monitoring and control system. As a demonstrator, a batch of large maritime components was produced for the Port of Rotterdam authority.
Approach
An industrial user case of a maritime component (bolder, Figure 1) was used as a demonstrator in this work. The bolder is a type of mooring bollard specially designed in the Rotterdam region with its unique and complex shape (Figure 2), which is a good case for applying 3D metallic printing to reduce the costs in long lead time and manufacturing steps. For the purpose of the study, 11 identical bolders of 60kg each were manufactured. The CAD design was adapted and the toolpaths were created using Autodesk Powermill 2021 Ultimate. The material used to produce the bolders was 1.2 mm solid core structural high strength low alloy steel (ER70 Supramig®, Lincoln Electric) and the processing gas was a mixture of Ar, He and CO2 (Ferromaxx Plus, AirProducts). The parts were printed using Super Active Wire Process (S-AWP) technique. for our deposition process the Panasonic TM-2000WGIII robotic welding system was used. A Time Series Database (TSDB, as part of our M&C system) was used to record more than 60 different types of data, such as welding current, voltage, travel speed, robot coordinates, temperature etc., for further big data analysis.

Figure 2 examples on the left: WAAM 3D printed Bolder; on the right: smart bolder in the Rotterdam region
Results & Discussion
To achieve the quality assured in 3D printing and the requirements mentioned above, our current work focused on the digital manufacturing process chain (workflow) together with the in-house development of a monitoring and control (M&C) system to realize the automated WAAM part production process, called the MaxQ system. We have successfully produced 11 bolders following the digital workflow (Figure 1) using the WAAM process with the in-house developed M&C system.
During production, we have studied the material response to the process using a dedicated welding camera. We monitored process anomalies during the process using various sensors, including a spectrometer, microphone and high sampling rate current and voltage sensors (Figure 3). We have also maintained uniform heat input through controlling the stick out and constant interpass temperature. The produced components were tested according to standard testing procedures of the Port of Rotterdam, they were approved and installed at the premises of the Port.
Our work lays a strong foundation for the future of fully automated WAAM of large metallic components of critical quality, but also shows the benefits and possibilities of batch production with WAAM. Our next step will be to try the same process with parallel production of dissimilar designs and materials.
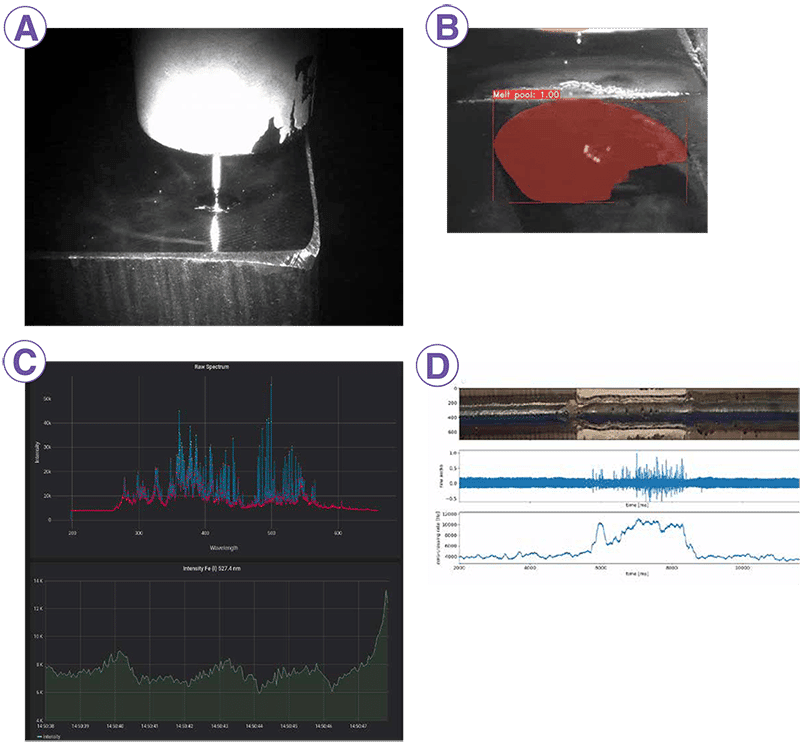
Figure 3 a) melt pool observation, b) melt pool dynamic tracing, c) element detection using Optical Emission Spectroscopy (OES), d) defect detection using acoustic sensor